


خط تولید نخ BCF
- 7 بهمن 1399
- ۰
- بازدیدها: 1,494
- دسته بندی:
خط تولید نخ BCF
نخ BCF مخفف عبارت Bulk Continuous Filaments می باشد . همانطور که از نام آن مشخص است این نخ ها در طول های بسیار بلند و نامحدود تولید شده و در یکدیگر تنیده می شوند . محصول نهایی فرایند تولید نخ هایی است که در بافت فرش ماشینی کاربرد دارند . علت پرطرفدار بودن نخ BCF در تولید فرش های ماشینی ، عدم پرزدهی این الیاف در فرش است . پیوسته بودن این الیاف باعث می شود به آسانی از میام تار و پود فرش خارج نشوند . الیاف BCF همچنین قابلیت بازیافت دارند و در برابر مواد اسیدی و بازی مقاومت خوبی نشان می دهند .
کاربرد نخ BCF
– صنایع تولید فرش ماشینی
– انواع زیر انداز
– روفرشی
– رومبلی
– موکت
– کفپوش
– گلیم فرش
– خامه فرش
– نخ کاموا
مواد اولیه تولید نخ BCF
مواد اولیه مورد استفاده در این صنعت شامل چیپس پلی استر ( گرید نساجی ) ، چیپس پلی آمید ( گرید نساجی ) ، چیپس پلی پروپیلن ( گرید نساجی ) و . . . می باشد .
فرایند تولید نخ BCF
یکی از روشهای تکسچریزاینگ متداول و پرکاربرد روش BCF است که برای dpfهای متوسط و ضخیم همچون نخ نایلون و پلیپروپیلن(PP) و پلی استر با دنیرهای متوسط مورداستفاده قرار میگیرد. در این روش الیاف بلافاصله بعد از ذوب ریسی، وارد محفظه داغ میشود و از آن طرف، به صورت تابدار از محفظه خارج میشوند. همین امر، یعنی ذوبریسی و تکسچرایزینگ همزمان از جمله مزایای این روش محسوب میگردد. این روش برای نخهای مورداستفاده در فرش نیز کاربرد دارد ولی هنوز برای پوشاک و dpfهای پایین یا فیلامنت ظریف متداول نشده؛ به این دلیل که ماشین و هزینه تولید نخ گران درمیآید. دنیرهای هر فیلامنت(dpf) بین ۷ تا ۱۵ ولی برای بحث پوشاک صحبت از dpf ۳، ۵/۱ و غیره است. در خطوط BCF همواره از PP و گاهی اوقات پلیاستر استفاده میشود. در آمریکا بیشتر از نایلون استفاده میشود و در نهایت نخ تولید شده دارای خاصیت الاستیک میباشد و کریمپ دارد. نخ آن مثل نخ ریسیده شده نیست و از حالت ارتجاعی و فنری برخوردار است. فرآیند تولید نخ BCF بسیار مشابه نخ CF میباشد. تفاوت اصلی این دو وجود مرحله تکسچرایزینگ، در تولید نخ BCF است. در قسمت تکسچرایزینگ، نخها در محفظه استوانهای فشرده شده و تکسچره میشوند. در گذشته نخهای فرش به صورت مکانیکی و توسط غلتکهایی فشرده میشدند که باعث ایجاد موج در دو بعد میگردید. امروزه از روش جعبه تراکمی هوای فشرده داغ استفاده میشود که در آن فشرده شدن نخها توسط هوای داغ یا بخار انجام میپذیرد. این جتها باعث ایجاد موج در سه بعد میگردند. تکسچرایزینگ نخهای BCF تا سرعت ۳۰۰۰(m/min) امکانپذیر است. مراحل کشش و تکسچرایزینگ، پیوسته بوده و نخها قبل از تغییر فرم داده شدن کشیده میشوند.
این عمل سبب میشود مولکولها به ماکزیم آرایش یافتگی خود در جهت طولی فیلامنتها دست یابند. با استفاده از نسبت کشش(۳/۲ تا ۳/۴) سرعت تکسچرایزینگ به ١٨٠٠ تا ٣۴٠٠ متر بر دقیقه با نمره فیلامنت مناسب برای استفاده در نخهای فرش ماشینی میرسد. هوای فشرده داغ از ورودی وارد جت شده و در کانال جریان پیدا میکند. بطوریکه دمش هوا باعث میشود نخ از قسمت ورودی کانال به داخل کانال کشیده شده و به طرف محفظه انبساط رانده شود. محفظه انبساط استوانهای است که اطراف آن صفحهها قرار گرفتهاند. برخورد شدید فیلامنتها به جداره صفحهها در محفظه انبساط باعث انباشته شدن و تاخوردگی آنها میشود. پر شدن محفظه انبساط و فشار ناشی از آن موجب حرکت فیلامنتهای تکسچره شده به خارج از محفظه فوق میگردد جتها و محفظه تکسچرایزینگ اخیراً به صورت دو تکه باز شونده ساخته میشوند. در این جت ها، نیمی از آن میتواند باز شده و پساز نخ کشی با استفاده از تفنگ مکش، دوباره بسته شود. هوای فشرده داغ از ورودی(c) وارد کانال تنظیم کننده مقدار هوای ورودی به کانال اصلی جت(d) میگردد. دمش هوای فشرده، نخ را از ورودی آن(a) به طرف محفظه تکسچرایزینگ(g) میراند. نخ در محفظه تکسچرایزینگ موجدار شده و از خروجی آن(f) خارج میگردد.همچنین هوای دمیده شده به محفظه تکسچرایزینگ از خروجی هوا(e) به بیرون رانده میشود. توسط فشار هوای فشرده، جعبه تراکم کاملا پر از نخ میگردد. فیلامنتها به صورت انباشته(plug) تغییر حالت داده و به شکل سه بعدی موجدار میشوند. میزان موجدار شدن تحت تأثیر موارد ذیل میباشد:
– دمای ورودی نخ به محفظه تکسچرایزینگ
– اندازه جعبه تراکم
– دما و فشار هوای فشرده

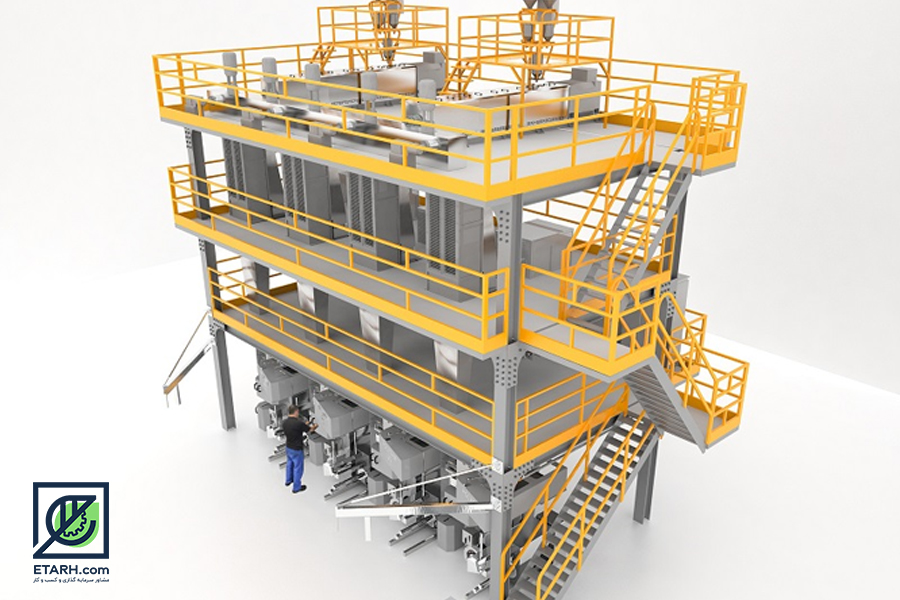
تجهیزات وماشین آلات تولید نخ BCF
– تجهیزات تولید الیاف BCF پلی استر
– ماشین آلات تابندگی
– ماشین آلات تثبیت حرارتی
– ماشیین کابلینگ
– اکسترودر
– خط تولید نخ POY/FDY/DTY
– خط تولید تسمه پت
– خط تولید پرک PET
– خط تولید ورق PET چند لایه
– خط تولید گرانول PET


































دیدگاه خود را ثبت کنید