



طرح تولید کارت هوشمند
- 9 مرداد 1400
- ۴
- بازدیدها: 2,354
- دسته بندی:
طرح تولید کارت هوشمند
کارت هوشمند که با نامهای کارت تراشهدار یا کارت با مدار مجتمع هم شناخته میشود کارتی است که بر روی آن مدار مجتمع نصب شدهاست. از این گونه کارت میتوان بهجای کارت اعتباری و کارت پول یا در سامانههای امنیتی رایانهای، سامانههای تشخیص هویت و بسیاری موارد دیگر استفاده کرد.
کارت هوشمند شبیه به یک رایانه ساده و کوچک است که میتواند از طریق دستگاه کارتخوان و اتصال طلایی خود، ارتباط برقرار کرده و امکان دسترسی به اطلاعات درون حافظه آن فراهم آید.فناوری کارت هوشمند به عنوان یکی از دستاوردهای نوین بشری، تحولی شگفت در حوزه سامانههای کاربردهای روزمره انسانها ایجاد کردهاست. دو زمینه مهم ۱) امنیت (به انگلیسی: Security) و ۲) همراه بودن (به انگلیسی: Mobility) از ویژگیهای منحصربهفرد این فناوری است.
امروزه کاربردهای این فناوری در جهان در بیشتر زمینهها قابل مشاهده بوده و حتی این روند، رو به رشد است. بانکها، مراکز مخابراتی، سازمانهای دولتی، مراکز بهداشتی، مراکز ارائه خدمات، مراکز آموزشی، مراکز تفریحی و غیره از این دستاوردهای کاربردی این فناوری بهره میگیرند.
گسترش کارتهای پلاستیکی در اوایل دهه ۱۹۵۰ (میلادی) آغاز شد. هزینه پایین این کارتها که از جنس پلی وینیل کلراید (PVC) بودند باعث شد تا به سرعت جای کارتهای کاغذی که تحمل تنشهای فیزیکی و تغییرات آب و هوا را ندارند را بگیرند. نخستین کارت پرداخت در سال ۱۹۵۰ توسط Diners Club به صورت محدود برای اعضای ویژه ساخته شد تا به جای پول نقد از آن استفاده نمایند. در ادامه رستورانها و هتلها اقدام به بهکارگیری این گونه کارتها کردند به خاطر همین در آن دوره از آنها به عنوان کارت سفر و سرگرمی یاد میشد.
ورود شرکتهایی همچون ویزا کارت و مسترکارت باعث گسترش هرچه بیشتر پول در قالب کارتهای اعتباری شد. نخست، کاربرد این کارتها بسیار ساده بود. از آنها به عنوان رسانهای مقاوم در برابر نفوذ برای ذخیرهسازی داده استفاده میشد. در کارتهای نسل نخست اعتبار سنجی آنها از طریق ویژگیهای ظاهری امکانپذیر بود.
نخستین پیشرفت در این کارتها با اضافه نمودن نوار مغناطیسی ذخیره داده به آنها که امکان ذخیرهسازی اطلاعات را میداد پدید آمد. در سال ۱۹۷۰ و با پیشرفت چشمگیر در ریزپردازندهها و ترکیب آنها با حافظههای غیرفعال این امکان به وجود آمد تا از آنها در کارتهای هوشمند استفاده شود.سرانجام در سال ۱۹۸۴ شرکت مخابراتی Postes, télégraphes et téléphones (France) با موفقیت نخستین کارت تلفن را عرضه کرد تا در عمل نیز این گونه کارت کارایی خود را به اثبات برساند.
انواع کارت هوشمند
۱- کارت هوشمند تماسی
برای استفاده از این قبیل کارتها، باید اتصال فیزیکی بین کارت و دستگاه کارتخوان برقرار گردد. دادههای موجود برروی کارت به صورت سریال به کارتخوان ارسال میشود و پس از پردازش، اطلاعات جدید از طریق همان پورت به روی کارت منتقل میشود. به عنوان نمونه، کارتهای تلفن عمومی جزو این دسته محسوب میشوند. مشکل اصلی این قبیل کارتها، خراب شدن کنتاکتهای فلزی (محلهای تماس) بر اثر عوامل خارجی نظیر ضربه و شرایط فیزیکی محیط است.
۲- کارت هوشمند غیرتماسی
در این نوع کارت هوشمند، ارتباط بین کارت و کارتخوان بهصورت فیزیکی بر قرار نمیشود؛ بلکه از طریق میدانهای الکترومغناطیسی و یا امواج RFصورت میگیرد. برای برقرای ارتباط، آنتن مخصوصی بین تراشههای کارت قرار داده شده است که در فاصلههای کم، تا حدود ۵۰ سانتیمتر، میتواند ارتباط ایجاد کند. کاربرد اصلی این قبیل کارتها در مواردی است که عملیات مورد نظر باید سریع انجام گیرد، به عنوان نمونه میتوان به کارتهای مترو اشاره کرد. مزیت اصلی این قبیل کارتها علاوه بر سهولت استفاده، عمر طولانیتر و ضریب ایمنی بالاتر آن است؛ زیرا در این نوع کارت، تراشه به همراه آنتن در میان لایههای تشکیلدهندهی کارت قرار میگیرد.
۳- کارت هوشمند ترکیبی
این نوع کارت ترکیبی از کارتهای هوشمند تماسی و غیرتماسی است که با هر دو نوع دستگاههای کارتخوان سازگار است. از این نوع کارتها برای ساخت کارتهای چندمنظوره استفاده میشود.
دستهبندی کارت ها بر اساس نوع تراشهی بهکاررفته در کارت
۱- کارت با حافظه
این نوع کارت شامل واحدهای حافظه است که توسط یک سیستم امنیتی سختافزاری محافظت میشود. در واحد حافظهی ROM اطلاعات غیرقابلتغییر، نظیر شمارهی کارت و شمارهی دارندهی کارت ذخیره میشود. از واحد حافظهی EEPROM نیز برای نگهداری اطلاعاتی که در طول زمان یا بر اساس نیاز کاربر تغییر میکنند، استفاده میشود، به عنوان مثال اطلاعات مربوط به اعتبار باقیمانده در کارت.
از جمله کاربردهای این نوع کارتها میتوان به کارت تلفن همگانی، سیستم کنترل و شناسایی و مواردی از این قبیل اشاره کرد.
۲- کارت هوشمند میکرپروسسوری
این نوع کارتها دارای CPU هستند و قدرت پردازش اطلاعات و انجام محاسبات را دارند. قیمت این کارتها از کارتهای نوع قبل بیشتر است و کاربرد آنها برای ساخت کارتهای مالی، کارتهای شناسایی و نظایر آن است. در ادامه به نقش هریک از واحدهای حافظه در این نوع کارت اشاره شده است:
ROM: نگهداری سیستمعامل کارت هوشمند
RAM: نگهداری موقت دادهها
EEPROM: نگهداری برنامهی کاربردی و دادههای مرتبط با آن واحد واسطه (Interface)این کارت ممکن است به یکی از صورتهای تماسی، غیرتماسی و یا ترکیبی باشد که وظیفهی برقراری ارتباط با محیط خارج از کارت را برعهده دارد.
تشریح سخت افزار یک کارت هوشمند
• بدنهی پلاستیکی کارت:
این بدنهی پلاستیک که در آن یک حفرهی مربع شکل نیز ایجاد شده است، از یکی از انواع پلاستیکهای ذیل ساخته میشود:
• ABS
• PVC
• PC- Polycarbonate
• صفحهی فلزی-Contact Disc:
کاربرد این صفحه فلزی برای اتصال پایههای کوچک Chip با پایههای فلزی کارتخوان میباشد و از ویژگیهای آن میتوان به موارد ذیل اشاره نمود:
این صفحهی فلزی هم بصورت ششپایه و هم بصورت هشتپایه وجود دارد. از روی شکل صفحه معمولاً نمیتوان به نوع کارت پی برد. موقعیت اتصالات، مطابق با استاندارد ۷۸۱۶-۲ میباشد.
• Chip:
یک Chip، همانند ریزپردازندهی یک کامپیوتر شخصی، از المانهای سختافزاری ذیل تشکیل شده است:
• پردازشگر مرکزی -CPU
• حافظهی فقط خواندنی-ROM
• حافظهی موقت جهت نوشتن و خواندن- RAM
• حافظهی دائم جهت نگهداری دادهها – از نوع E2PROM یا Flash-Memory
• درگاه سریال- Serial Port – برای ارتباط با دنیای خارج
کاربردهای کارت هوشمند
پرداخت الکترونیکی: از جمله کاربردهای کارت هوشمند استفاده در خدمات بانکی و پرداختهای الکترونیکی است که استانداردهای رایج EMV (Europay, MasterCard, VISA) در این زمینه مورد استفاده قرار میگیرند.
امنیت: بهکارگیری کارت هوشمند به عنوان ابزار رمزنگاری، مدیریت گذرواژه، شناسایی کاربران و دیگر ابزارهای مرتبط از جمله زمینههایی هستند که کارت هوشمند در آنها کارایی دارد.
سلامت الکترونیکی: صنعت سلامت الکترونیکی، پرونده سلامت الکترونیکی، سازمانها مرتبط با حوزه خدمات بهداشتی و درمانی از کارت هوشمند به عنوان رسانهای ایمن جهت مدیریت تعاملات و تراکنشهای خود استفاده مینمایند.
مدیریت مشتری و وفاداری: کارت هوشمند به عنوان ابزار شناسایی مشتری و همچنین رسانه ارائه خدمات ارزش افزوده در جلب و حفظ مشتریان یک سرویس یا محصول تجاری بسیار پرکاربرد است.
رفت و آمد: بهکارگیری کارت هوشمند در حوزه مدیریت رفت و آمد، پرداخت عوارض جادهای، پرداخت پارکومتر، بلیط وسایل ترابری عمومی و غیره، به عنوان یک ابزار فعالسازی، مورد استفاده قرار میگیرد.
کد آیسیک مرتبط با صنعت تولید کارت هوشمند
کد آیسیک مخفف International Standard Industrial Classification (سیستم بین المللی طبقه بندی استاندارد صنایع) است. کد گذاری به عنوان روش ساده و دقیق برای تعیین هویت کالا، قطعات ، مدارک و اموال ، سالها است که در سطح شرکت هاو زنجیره های تأمین مورد استفاده قرار می گیرد.
| نام محصول | کد آیسیک |
| انواع کارت هوشمند | ۳۲۱۰۳۱۲۳۵۳ |
| کارت هوشمند مغناطیسی | ۳۲۱۰۴۱۲۳۵۴ |
| کارت هوشمند تراشه الکترونیکی | ۳۲۱۰۴۱۲۳۵۵ |
| کارت هوشمند تراشه ای تماسی | ۳۲۱۰۵۱۲۳۵۶ |
| کارت هوشمند تراشه ای بدون تماس | ۳۲۱۰۵۱۲۳۵۷ |
| کارت هوشمند تراشه ای با رابط دوگانه | ۳۲۱۰۵۱۲۳۵۸ |
کد تعرفه گمرکی مرتبط با صنعت تولید کارت هوشمند
تعرفه یا به عبارت دیگری(TARIFF) یک نوع معیار رقمی و یا عددی می باشد برای شناسی و تعیین جایگاه کالا در ترخیص کالا .
تعرفه گمرکی میزان حقوق ورودی قابل پرداخت برای ورود کالا می باشد.تعرفه گمرکی در بستر تاریخ مبتنی بر سیستم و روش های خاصی از قبیل اداره گمرک،آمار،حمل و نقل،بیمه و غیره طراحی و مورد استفاده قرار می گیرد.
کد تعرفه گمرکی انواع کارت های هوشمند : ۸۵۲۳۵۲
فرآیند تولید بدنه کارت
در اصل، بدنه کارت های هوشمند را می توان به سه روش مختلف تولید کرد . این سه روش، از نظر ماندگاری کارت، کیفیت سطح و تعداد و نوع اجزای عملکردی که می توان در کارت جای داد، با یکدیگر تفاوت دارند. در ادامه هریک از این روش ها به اختصار تشریح خواهد شد.
کارت های تک لایه
ساختار تک لایه ای، که شامل تک فویلی به ضخامت ۸۰۰ میکرو متر است، را می توان نوع ساده شده ای از ساختار چند لایه در نظر گرفت. تولید کارت های تک لایه ای کم هزینه تر بوده، اما کارت های تولیدی دارای دوام کمتری در مقایسه با کارت های چند لایه هستند و به علاوه امکان اضافه کردن اجزای عملکردی کمتری به کارت وجود دارد.برای مثال، کارت های تک لایه را نمی توان برای محافظت موارد چاپ شده روی سطح کارت در برابر خش، با استفاده از پوشش های شفاف مناسب چندلایه کرد.
کارت های چند لایه
در این روش برای تولید بدنه کارت، چندین فویل پلاستیکی به صورت حرارتی به یکدیگر متصل می شوند. به فرایند اتصال فویل ها از طریق گرما و فشار بالا، چندلایه کردن گفته می شود. ضخامت فویل های مرکزی مورد استفاده برای شکل دادن بخش درونی کارت در گستره ۱۰۰ تا ۶۰۰ میکرومتر است، در حالی که ضخامت فویل های پوششی در گستره ۲۵ تا ۳۰۰ میکرومتر است. در این نوع از کارت ها آزادی عمل در طراحی بیشتر است. افزون بر آن، این نوع از کارت ها بسیار بادوام بوده، همچنین امکان داخل سازی ویژگی های امنیتی در میان فویل ها وجود دارد.در این نوع کارت ها تعداد لایه ها بسیار متغیر است و به الزامات مورد نیاز بستگی دارد. تاکنون، کارت هایی تا ۹ لایه نیز تولید شده اند . یکی از مهمترین الزامات طراحی در مورد این نوع از کارت ها این است که این کارت ها میبایست نسبت به لایه مرکزی متقارن باشند. در غیر این صورت، امکان تاب برداشتن کارت، وجود دارد. روش دیگری برای تولید کارت های چند لایه، استفاده از فیلم های کواکسترود شده به جای چندلایه کردن فویل هاست. فویل های کواکسترود شده از دو یا سه نوع مختلف از پلاستیک تشکیل شده اند که در طی اکستروژن درحالی که در حالت پلاستیکی یا مایع بوده اند، به هم اتصال یافته اند. ضخامت کلی این نوع از فویل ها در گستره ۲۰ تا ۲۰۰ میکرومتر است. فویل هایی با خواص مختلف را می توان از طریق به کارگیری ترکیب های مناسب از پلاستیک ها به دست آورد. روش کواکستروژن، امکان کاهش تعداد لایه های کارت های چند لایه ای را با حفظ خواص کلی تقریباً درحد کارت های چند لایه ای تهیه شده به روش های مرسوم، فراهم می آورد.
کارت های تولید شده به روش قال بگیری تزریقى
سومین روش برای تولید بدنه کارت های پلاستیکی، روش قالب گیری تزریقی است. این روش به تهیه کارت های تک لایه با همه مزایا و معایب آن منجر می شود. هرچند، تفاوت های کوچک، ولی مهمی در این زمینه وجود دارد. اکثر کارت های تولید شده به روش قالب گیری تزریقی از هستند، زیرا این پلیمر برای این فرایند کاملا ABS جنس مناسب است.
با قرار دادن یک فویل نازک چاپ شده )با ضخامت تقریبا ۸۰ میکرومتر( در قالب، می توان مستقیما در طی فرایند قالب گیری، عمل چاپ را روی سطح کارت انجام داد. اگر چه این روش، که به برچسب گذاری درون قالبی معروف است، در مقایسه با چاپ )In-Mold Labeling( افست یا اسکرین، در زمینه طراحی و جوهرهای چاپ، دارای محدودیت های خاصی است، اما از این نظر که می توان یک مرحله از فرایند تولید، یعنی انجام عمل چاپ با استفاده از دستگاه جداگانه، را حذف کرد، ارزشمند است. ویژگی دیگر این روش آن است که می توان حفره مربوط به قرارگیری تراشه را در همان فرایند قالب گیری ایجاد کرد. بنابراین، نیازی به فرایند سوراخ کاری بعد از تولید کارت نیست. دستگاه های قالب گیری تزریقی نوعی توانایی تولید
حدودا ۳۰۰۰ کارت در ساعت را با استفاده از قالب چهار حفره ای یا در حدود ۵۲۰۰ کارت در ساعت را با استفاده از قالب هشت حفره ای دارند
ایجاد حفره برای قرارگیری تراشه
پس از تولید بدنه کارت، تورفتگی لازم برای ماژول باید در کارت کنده کاری شود. البته فرایندهایی نیز وجود دارد که در آن ها فویل ها از قبل سوراخ می شوند، تا پس از فرایند چندلایه کردن، محل قرارگیری ماژول آماده باشد.
هرچند، از این روش ها به ندرت استفاده می شود. همچنین،در مورد بدنه کارت های تولید شده از طریق قالب گیری تزریقی، حفره طی فرایند قالب گیری ایجاد می شود سطح پشت ماژول دارای برآمدگی است. از این رو، باید تورفتگی مناسب در بدنه کارت ایجاد شود . همانطور که در شکل نشان داده شده است، بخش های مهم کارت هوشمند عبارتند از: حفره برای قرارگیری ماژول چسب برای اتصال ، تراشه، ماژول تراشه.
مسئله اصلی در مورد کارت های هوشمند این است که تراشه سفت و شکننده است. از سوی دیگر، کارت هوشمند، که تراشه در آن جای گرفته است، باید بسیار انعطاف پذیر بوده تا کارایی لازم را برای استفاده روزمره داشته باشد. یکی از راه حل های این مشکل، این است که ماژول تراشه به صورت انعطاف پذیری در حفره معلق باشد.حفره مربوط به ماژول تراشه در دو سطح کنده شده است. به این ترتیب، سطح تماس بزرگتری میان بدنه کارت و ماژول ایجاد می شود، به طوری که ماژول می تواند به صورتی بادوام به بدنه کارت متصل شود. از نظر مکانیکی نیز بهتر است که اتصال با بدنه کارت تنها از طریق لبه های ماژول برقرار شده، هیچ تماس فیزیکی میان برآمدگی موجود در پشت ماژول و بدنه کارت ایجاد نشود.
عملیات کنده کاری باید با دقت بسیار زیادی انجام شود، زیرا، ضخامت باقیمانده ماده کارت در زیر عمیق ترین قسمت حفره در حدود تنها ۰.۱۵ میلیمتر است. نوسان دستگاه کنده کاری منجر به کوچک یا بزرگ شدن اندازه حفره و بنابراین از بین رفتن کارت می شود. این بخش بسیار حساس از فرایند با دستگاه های تمام خودکار انجام می شود. یک دستگاه نوعی توانایی عملیات بر روی ۶۰۰۰ کارت در ساعت را دارد.
نصب آنتن در کار تهای غیرتماسى
کارت های هوشمند غیرتماسی نیازمند سیم پیچ های آنتن برای انتقال قدرت و داده هستند. این سیم پیچ ها معمولاً مستطیلی شکل با گوشه های گرد و اندازه تقریباً برابر۷۵ میلیمتر بوده، معمولاً دارای ۴ دور هستند. تولید x 45 بدنه کارت با سیم پیچ، نیازمند تغییرات خاص در فرایند استاندارد تولید است.
روش های مختلفی برای قرار دادن آنتن در داخل کارت وجود دارد. برای مثال در یکی از روش ها از سیم مسی با لاک عایق و قطر ۱۵۰ میکرومتر استفاده می شود که به صورت دوکی شکل پیچیده شده است. این سیم پس از باز شدن از قرقره، روی فویل پلاستیکی قرار گرفته، در نهایت،به صورت گرمایی با فویل پیوند می خورد. این روش بسیار پیچیده بوده و به ندرت از آن استفاده می شود.
در روش دیگر، که بسیار کارامدتر است، سیم منفردی از طریق گرمایش با فراصوت، مستقیماً روی فویل پلاستیکی اعمال می شود. سیم مسی به آسانی با استفاده از انرژی فراصوت روی فویل پلاستیکی ذوب می شود. این روش، امکان تولید بسیار سریع آنتن را فراهم می سازد.
قرارگیری تراشه در محل حفره
صرف نظر از اینکه از چه روشی برای تولید بدنه کارت و ایجاد حفره استفاده می شود، ماژول باید در مرحله بعدی از فرایند تولید کارت در داخل بدنه کارت جای گیرد. معمولاً برای اتصال ماژول به بدنه کارت از نوار چسب خاصی از نوع ذوب شونده در گرما، که از دو طرف با چسب اندود شده، استفاده می شود. تنها سطح تکیه گاه در لبه ماژول، به بدنه کارت چسبانده می شود و برآمدگی پشت ماژول به صورت آزاد باقی می ماند. به عبارتی دیگر، ماژول در بدنه کارت شناور است.
مراحل قرارگیری تراشه در بدنه کارت، به اختصار به این ترتیب است که در ابتدا نوار چسب به شکل مناسب سوراخ شده، سپس بر روی ماژول که خود نیز روی نوار ۳۵ میلیمتری حامل قرار گرفته، اعمال می شود، به طوری که تنها لبه های ماژول از چسب پوشانده می شود.
ماژول های مجزا در ادامه از نوار حامل جدا شده، به بدنه کارت چسبانده می شوند. دوام این اتصال چسبی به تنظیم مناسب سه مولفه گرما، فشار و زمان بستگی دارد. یکی از مشکلات فرایند چسب زنی این است که ماژول ۱۸۰° گرم C باید برای چند ثانیه تا درجه حرارت حدوداً شود. اگر این فرایند بیش از اندازه طول بکشد، ممکن است ماژول در اثر گرمای اضافی از بین برود. در هر صورت، این گرمای مختصر به طور مصنوعی منجر به پیر شدن تراشه ها می شود. هرچند، این موضوع معمولاً دارای هیچ پیامد منفی نیست. برخی دستگاه ها قادرند تا ۶۰۰۰ ماژول در ساعت را در کارت جای دهند اساس این روش برپایه چسب به کار رفته استوار است.
چسب های مورد استفاده در این روش جریان الکتریکی را از خود عبور می دهند. به منظور z فقط در راستای محور ایجاد اتصال الکتریکی میان ماژول تراشه و آنتن، چسب، با گوی های اندود شده با نقره پر شده است. این گوی ها می توانند انعطاف پذیراز جنس پلاستیک و یا سختاز جنس شیشه باشند. برای آنکه عبور جریان الکتریکی در میان d اتفاق نیافتد، باید فاصله y یا x راستای محورهای این گوی های هادی به اندازه کافی زیاد باشد، تا از تماس میان آن ها جلوگیری شود .تنها محدودیت این نوع از اتصال آن است که محل اتصال از سطح کارت باشد. z آنتن می بایست در عمق مشخصی مثلاً برای ماژول تراشه با ضخامت نوار حامل در حدود ۲۰۰ میکرومتر، محل اتصال آنتن باید در عمق ۲۳۰ تا ۲۵۰ میکرومتری از سطح کارت باشد. مقدار دقیق به ضخامت چسب مورد استفاده وابسته است.
روش های چاپ بر روی سطح کارت
سطح چاپ شده بر روی کارت، مستقیماً توسط کاربر مشاهدهمی شود. از این رو، چاپ با کیفیت بالا روی کارت های هوشمند، یکی از جنبه های مهم تولید است. روش های مختلفی برای چاپ روی بدنه کارت موجود است. از یک منظر، روش های چاپ را می توان به دو دسته کلی چاپ ورقه ای و چاپ تک کارت تقسیم بندی کرد. در روش چاپ ورقه ای، عملیات چاپ بر روی ورقه های بزرگی از جنس پلاستیک صورت می گیرد. بزرگی هر صفحه پلاستیکی به حدی است که می توان بر روی آن تصاویر ۲۱ تا ۴۸ کارت را چاپ کرد. این صفحات در ادامه،برای تولید تک کارت برش خواهند خورد. پشت و روی ورقه ها می بایست به طور جداگانه چاپ شوند.نقطه مقابل روش چاپ ورقه ای، چاپ کارت ها به صورت مجزاست ، که در این صورت، این عمل می بایست قبل از عملیات سوراخ کاری کارت برای ایجادحفره انجام شود. خروجی دستگاه های چاپ از این نوع،۱۲۰۰۰ کارت در ساعت است.
وضعیت واحد های فعال تولید کارت هوشمند
در نمودار زیر تعداد و ظرفیت واحدهای تولید انواع کارت هوشمند در کشور به تفکیک استان آمده است . 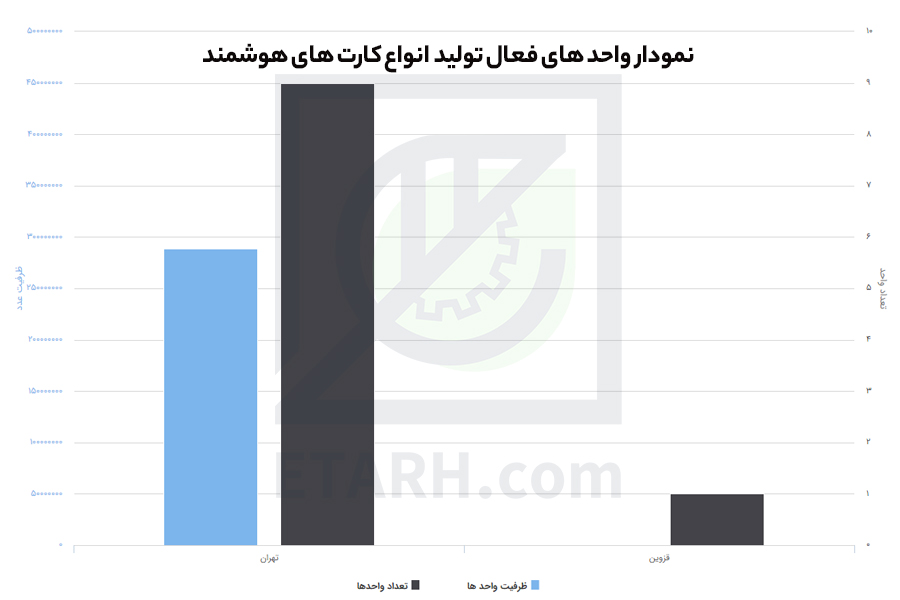
جدول واحد های فعال تولید کارت هوشمند
در جدول زیر تعداد و ظرفیت واحدهای تولید انواع کارت هوشمند در کشور به تفکیک استان آمده است .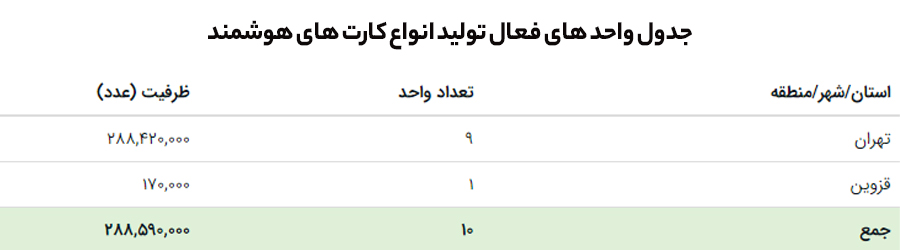
وضعیت واردات و صادرات کارت هوشمند
نمودار واردات و صادرات انواع کارت هوشمند در کشور به تفکیک سال در شکل زیر آمده است.

پیش بینی وضعیت سرمایه گذاری طرح تولید کارت هوشمند
ظرفیت تولید سالیانه : ۲۶ میلیون عدد
نرخ برابری دلار : ۲۴۰۰۰ تومان
مساحت زمین موردنیاز : ۴۰۰۰ مترمربع
زیربنای کل : ۷۰۰ مترمربع
تعداد نیروی انسانی مورد نیاز : ۱۹ نفر
میزان سرمایه گذاری ثابت : ۱۵ میلیارد تومان(بدون احتساب هزینه زمین)
ارزش ماشین آلات و تجهیزات : ۷.۵ میلیارد تومان
نرخ بازده داخلی در سال مبنا : ۴۰ درصد


درصورت تمایل به این مطلب امتیاز دهید:
































سید امیر حسین حسینی
سلام و عرض خسته نباشد
آیا با یک و نیم میلیارد تومان قابل اجرا است؟!
تحریریه
درود
نه متأسفانه
امیر حسین حسینی
سلام
حداقل سرمایه برای شروع این کار چقدر است؟
الهه هاشم آبادی
با سلام و احترام، در انتهای مطلب در قسمت بررسی فنی، مالی و بازار به موارد مذکور اشاره شده است