


خط تولید حصار فلزی (فنس)
- 21 بهمن 1399
- ۰
- بازدیدها: 1,574
- دسته بندی:
خط تولید حصار فلزی (فنس)
بیشترین کاربرد فنس مربوط به حصار کشی زمین ها و باغات کشاورزی است به همین دلیل در اصطلاح عامیانه به آن فنس باغی نیز گفته می شود. فنس کشی به کمک پایه فنس انجام می گیرد و زمانی توجیه پذیر است که عدم رؤیت محدوده خصوصی در اولیت نیست و هدف ایجاد امنیت برای منطقه است و صرفا جنبه ایمنی دارد. نصب فنس ، ممکن است خاطر جلوگیری از ورود عابرین به زمین های زراعی یا باغی یا برای مشخص کردن مرز بین همسایگی تان با سایرین انجام گیرد. اگر بخواهیم به طور کلی بیان کنیم، برای مرزبندی مکانهایی که در آنها امکان دیوارکشی یا قصد دیوارکشی نداریم از توری حصاری استفاده میکنیم. همانطور که گفته شد، کاربردهای توری حصاری بسیار گستره است و علاوه بر موارد گفته شده، این محصول پر کابرد در صنایع گوناگونی نیز استفاده می شود.
مراحل تولید حصار فلزی (فنس)
روش تولید حصار فلزی (فنس) به طور کلی به دو روش دستی و صنعتی ( تمام اتوماتیک ) و گاها نیمه اتوماتیک انجام می شود که در زیر به توضیح هر کدام می پردازیم .

روش دستی تولید حصار فلزی (فنس)
در روش دستی تولید فنس حصاری ، تمامی مراحل تولید با روش اتوماتیک انجام می شود و اجرای مراحل به وسیله یک یا دو نفر صورت می پذیرد.در حقیقت وجود یک یا دو نفر برای فنس بافی به این روش الزامی می باشد و هدایت مرحله به مرحله آن را بر عهده می گیرند. در این روش تولید ، توری بر روی قالب چشمه ی توری حصاری به وسیله ی یک موتور الکتریکی پیچیده می شود.
وظیفه قالب چشمه توری حصاری ، تعیین چشمه توری حصاری می باشد به این صورت که با تعویض قالب می توان سایز چشمه توری حصاری را تغییر داد.در این روش دخالت نفر ضروری می باشد و به هدایت مرحله به مرحله مراحل تولید کمک می کند.فرد مورد نظر موتور الکتریکی را به وسیله یک اهرم روشن می نماید و سیم مفتول گالوانیزه به دور قالب پیچیده می شود و پس از این که فرم گرفت به حالت سینوسی به میان رج های بافته شده از قبل هدایت می شود و سپس رج به رج همانند قالی بافته می شود.
پس از این مرحله ، یک نفر با استفاده از پیچ گوشتی شارژی که سری آن اریب می باشد دو سر رج توری را به دلیل ایجاد نشدن در رفتگی در رج ها ، همانند کار آرماتور بندها که سیم آرماتور بندی را می بافند ، می بافد.توری پس از بافته شدن کامل و رسیدن به طول و اندازه مورد نظر به وسیله ی یک نفر رول می شود و آماده تحویل به مشتری می باشد.این روش تولید فنس حصاری ، بسیار راحت می باشد و نیازی به دستگاه های تمام اتوماتیک پیشرفته و صرف هزینه های کلان در آن وجود ندارد.
روش نیمه اتوماتیک تولید حصار فلزی (فنس)
در این روش برخی مراحل به روش نیمه اتوماتیک انجام می شود و به همین دلیل به آن حصار بافی نیمه اتوماتیک گفته می شود.
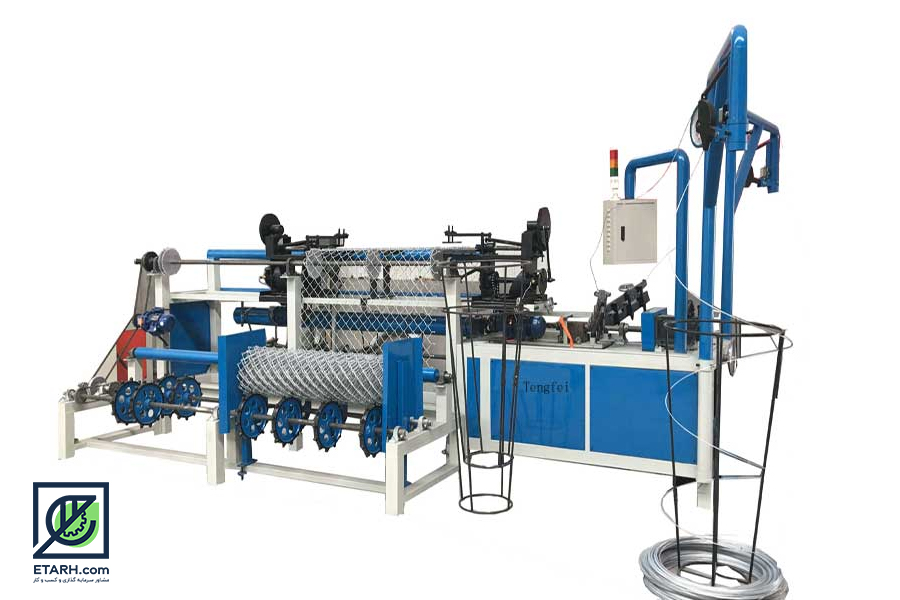
روش اتوماتیک تولید حصار فلزی (فنس)
این روش تولید فنس ، تماما به وسیله ی دستگاه تمام اتوماتیک انجام می شود.در ابتدا برای تولید نیاز به خریداری مفتول گالوانیزه یا مفتول سیاه می باشد که ضخامت آن ها بستگی به نوع دستگاه و سفارش مشتری و میزان استحکامی که برای توری مد نظر می باشد، دارد و می تواند برای سفارش ها و نیاز های مختلف ضخامت های متفاوتی به کار برده شود.
مفتول در ابتدا در جایگاه مخصوص خود در دستگاه قرار داده می شود و انحناهای حلقوی آن که به دلیل بسته بندی قرقره ای در آن ها به وجود آمده به وسیله ی دستگاه صاف می شود.پس از این مرحله مفتول وارد کار می شود و در صورت نیاز روکش دهی نیز می شود که به وسیله ی جریان هوا روکش در حین مراحل خشک می شود و مفتول روکش دار وارد قسمت حصار بافی می شود.روکش دهی در این مرحله موجب عدم نیاز فنس حصاری به رنگ آمیزی می شود و موجب مقاومت آن در برابر هوای آزاد و تغییرات جوی و .. می شود.
 در مرحله ی بافت فنس، ردیف اولیه حصار برش داده می شود و با مفتولی که هم اندازه خودش می باشد پیچ و تاپ می خورد.تمامی این عملیات در این روش تولید به صورت خودکار انجام می شود و قابلیت تنظیم در آن ها وجود دارد.در روش اتوماتیک تولید فنس حصاری ابعاد چشمه ی فنس توری ( قالب های لوزی شکل ) را محل پیچ خوردن دو مفتول با هم مشخص می کند.
در مرحله ی بافت فنس، ردیف اولیه حصار برش داده می شود و با مفتولی که هم اندازه خودش می باشد پیچ و تاپ می خورد.تمامی این عملیات در این روش تولید به صورت خودکار انجام می شود و قابلیت تنظیم در آن ها وجود دارد.در روش اتوماتیک تولید فنس حصاری ابعاد چشمه ی فنس توری ( قالب های لوزی شکل ) را محل پیچ خوردن دو مفتول با هم مشخص می کند.
این عملیات تا انتهای مفتول به صورت روتین تکرار می شود و پس از اتمام کار و انتهای مفتول برش می خورد و ابتدا و انتهای توری بافته شده به وسیله ی سیم پیچی اتوماتیک محکم می شود تا مانع باز شدن احتمالی دو مفتول از هم شود.در پایان مرحله اول یک ردیف توری تولید می شود که به سمت بالا هدایت شده است و جا را برای مفتول جدید باز کرده است.
سپس رشته ای جدید از مفتول وارد دستگاه می شود و شروع به پیچ خوردن در ردیف مفتول آخر می نماید. در آخر و پس از پایان پیچ خوردن، این مفتول نیز برش می خورد و به سمت بالا هدایت می شود.مفتول های وارد شده در دستگاه به تدریج تبدیل به حصار می شوند و موجب افزایش طول حصار می شوند.
با افزایش طول توری حصار، این قطعه به سمت بخش بسته بندی هدایت می شود و به صورت رول بسته بندی می شوند. در این روش تولید مراحل کار بسته به طولی که قصد بسته بندی آن را داریم ممکن است کوتاه یا بلند باشد.این متراژ از ۲۰ الی ۳۰ متر متفاوت می باشد و معمولا هر کارگاه متراژ مشخصی برای خود تعیین می کند، ولی با توجه به درخواست و سفارش مشتری قابلیت تغییر در متراژ نیز وجود دارد.


درصورت تمایل به این مطلب امتیاز دهید:
































دیدگاه خود را ثبت کنید